š¬ ꬯║▒Š╬─ĮķĮB┴╦Åł╝ę┐┌░lļŖÅS#7ÖCĮMAGC▀\ąą¼FĀŅŻ¼Ęų╬÷┴╦ųŲ╝sįōÖCĮMAGC▀\ąąĘĮ╩ĮŽ┬žō║╔ūā╗»Ą─ę“╦žŻ¼ī”įōÖCĮM─ź└õ¤ß’L┴┐Ą─Ū░ü╝░ģóöĄ▀Mąą┴╦ā×╗»Ż¼▓óį┌┤¾ą▐Ų┌ķg═Ļ╔Ų┴╦#7ÖCĮMģfš{▀\ąąĘĮ╩ĮŻ¼╩╣įōÖCĮMAGCš{╣ØŲĘ┘|Ą├ĄĮ┴╦Ė─╔ŲĪŻ
ĻPµIį~Ż║AGC ų▒Įė─▄┴┐ŲĮ║Ō Ū░ü ─ź├║ÖC¤ß’L ─ź├║ÖC└õ’L ÕüĀtųĖ┴Ņ
1 Ė┼╩÷
┤¾╠Ųć°ļHÅł╝ę┐┌░lļŖÅS#7ÖCĮM×ķć°«a300MWüå┼RĮńģóöĄ╚╝├║ÖCĮMŻ¼Ų¹ÖCĪóÕüĀt║═░lļŖÖCŠ∙ė╔¢|ĘĮļŖšŠ│╔╠ūįOéõėąŽ▐╣½╦ŠįOėŗ║═ųŲįņĪŻÕüĀt×ķDG-1025/18.2-ó“4ą═å╬Āt╠┼Īóūį╚╗裣hĪó╦─ĮŪŪąłA╚╝¤²Ż¼ę╗┤╬ųąķgį┘¤ßĪóŲĮ║Ō═©’LĪó╣╠æB┼┼į³Ż¼ÕüĀtųŲĘ█ŽĄĮyįOėŗ░▓čb6┼_└õę╗┤╬’Lš²ē║ų▒┤Ą╩Įųą╦┘─źŻ¼ÖCĮMØMžō║╔╣żørŽ┬5┼_─ź▀\ąąŻ¼ę╗┼_─źéõė├ĪŻŲ¹ÖCą═╠¢×ķN300-16.7(170)/537/537/-5Ż¼×ķĖ▀ųąē║Ėū║ŽĖūĪóļp┼┼Ų¹Ą═ē║ĖūŲ¹ÖCĪŻ#7ÖCĮM¤ß┐žŽĄĮy▓╔ė├┴╦├└ć°MCS╣½╦ŠĄ─MAX1000 ++╝»╔ó┐žųŲŽĄĮyĪŻŲ¹ÖCĖ▀ē║š{ķTCV1Ī¬CV4ķy┐╔ęį▓╔ė├å╬ķyųéĆķ_║═Ēśą“ķyķ_Ą─ĮøØ·▀\ąąā╔ĘNĘĮ╩ĮĪŻ
ÖCĮMĄ─ķ]Łh┐žųŲŽĄĮyŻ©CCSŻ®░³└©Ż║ÖCĀtģfš{┐žųŲŽĄĮyŻ¼╚╝┴Žš{╣ØŽĄĮyŻ¼Āt╠┼ē║┴”┐žųŲŽĄĮyŻ¼╦═’L┐žųŲŽĄĮyŻ¼ę╗┤╬’L─Ė╣▄ē║┴”┐žųŲŽĄĮyŻ¼Ų¹░³╦«╬╗┐žųŲŽĄĮyŻ¼─ź├║ÖC│÷┐┌’LĘ█£žČ╚┐žųŲŽĄĮyŻ¼─ź├║ÖCę╗┤╬’L┴„┴┐┐žųŲŽĄĮyŻ¼ę╗ĪóČ■Īó╚²╝ēų„Ų¹£žČ╚┐žųŲŽĄĮyŻ¼į┘¤ßŲ¹£ž┐žųŲŽĄĮyŻ¼Ė▀ĪóĄ═ē║┴”╝ė¤ßŲ„╦«╬╗┐žųŲŽĄĮyĄ╚ĪŻ
2 ÖCĮMģfš{┐žųŲįŁ└Ē
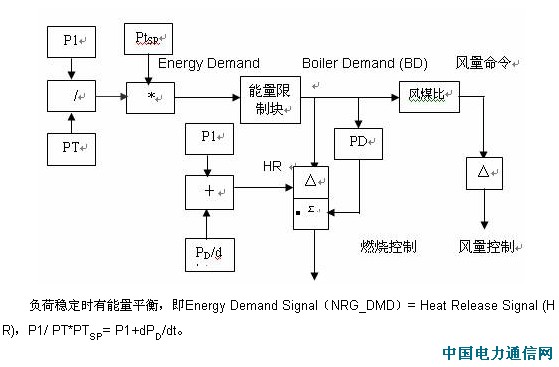
ÖCĮMÖCĀtģfš{┐žųŲŽĄĮy▓╔ė├ų▒Įė─▄┴┐ŲĮ║ŌįŁ└Ē(DEB)Ż¼ÖCĀtģfš{ė╔Ų¹ÖC┐žųŲžō║╔Ż¼ė├Ų¹ÖC╦┘Č╚╝ēē║┴”║═ÖCŪ░ē║┴”╝░ÖCŪ░ē║┴”įOČ©ųĄėŗ╦Ń│÷Ą─Ų¹ÖC─▄┴┐ąĶŪ¾ą┼╠¢Ī¬Energy Demand Signal Ż©NRG_DMDŻ®▐D╗»│╔ÕüĀt╚╝┴Ž┴┐║═’L┴┐Ą─┐žųŲą┼╠¢Ż¼Č°øQČ©ÕüĀt¤ß┴┐ßīĘ┼ą┼╠¢Ī¬Heat Release Signal (HR)ė╔š¶Ų¹─▄┴┐║═Ų¹░³ąŅ─▄Ą─ūā╗»Įo│÷Ż¼į┌▀@└’Ą──▄┴┐ŲĮ║Ō╩ŪŲ¹ÖC─▄┴┐ąĶŪ¾┼cÕüĀt¤ß┴┐ßīĘ┼Ą─ŲĮ║ŌŻ¼▀@ĘN┐žųŲ─▄┴┐ŲĮ║Ō▀_ĄĮÖCĀtģfš{Ą─įŁ└ĒĘQ×ķų▒Įė─▄┴┐ŲĮ║ŌĪŻ┐╔▒Ē╩Š×ķŻ║
Energy Demand SignalŻ©NRG_DMDŻ®=P1/ PT*PTSP
Heat Release Signal (HR)= P1+dPD/dt
ŲõųąP1Ī¬Ī¬Ų¹ÖC╦┘Č╚╝ēē║┴”
PtĪ¬Ī¬ų„š¶Ų¹ē║┴”
PtSPĪ¬Ī¬ų„š¶Ų¹ē║┴”įOČ©ųĄ
PDĪ¬Ī¬Ų¹░³ē║┴”
ė╔NRG_DMD ėŗ╦Ń│÷ÖCé╚ī”─▄┴┐Ą─ąĶŪ¾Ż¼HR ś╦┴┐«öŪ░ÕüĀt▌ö│÷Ą──▄┴┐ĪŻÖCé╚┐žųŲĄ─š{╣ØłD╚ńŽ┬Ż║
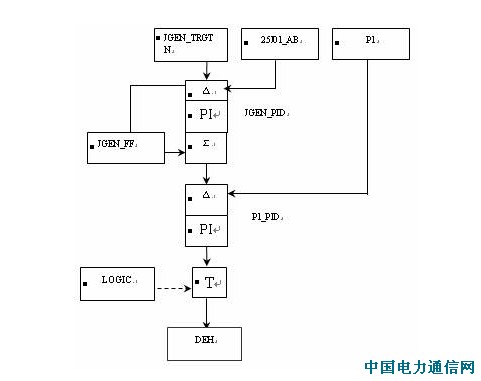
JGEN_TRGT×ķųąš{Ž┬▀_Ą─žō║╔ųĖ┴ŅŻ¼Įøę╗Č©╦┘┬╩Ż©6KW/MŻ®Ž▐ųŲŻ¼┼cÖCĮMīŹļHžō║╔25J01╚Ī▓Ņ║¾×ķJGEN-DMDĮo┤«╝ēŽĄĮyš{╣ØŽ┬░lĮoDEHŻ¼š{╣ØŲ¹▌åÖCķ_Č╚Ż¼┐žųŲīŹļHžō║╔Ż¼Energy Demand SignalŻ©NRG_DMDŻ®=P1/ PT*PTSPį┌╬┤═Č┼į┬ĘĢr─▄▒Ē┴┐«öŪ░─▄┴┐Ż¼ęį┤╦š{╣ØĀté╚─▄┴┐Ż¼┐žųŲ«öŪ░Ą─╚╝¤²║═’L┴┐, Heat Release Signal (HR)= P1+dPD/dtät┤·▒Ēų°«öŪ░Āté╚─▄╠ß╣®Ą──▄┴┐Ż¼
3 ė░ĒæAGC═Č╚ļųĖś╦ų„ę¬┐žųŲ╗ž┬ĘĄ─ā×╗»
#7ÖCĮMūį═Č╚ļAGC▀\ąąĘĮ╩ĮęįüĒŻ¼ÖCĮMūāžō║╔╦┘┬╩įOČ©×ķ6MW/ĘųńŖŻ¼īŹļHžō║╔ūā╗»┬╩ę╗░Ń×ķ4MW/ĘųńŖū¾ėęĪŻ×ķ┴╦ØMūŃļŖ┴”╔·«aĄ─ąĶ꬯¼į┌ģó┐╝ć°ā╚═¼ŅÉÖCĮMAGCĘĮ╩ĮŽ┬ūāžō║╔╦┘┬╩Ą─╗∙ĄA╔ŽŻ¼ÅSŅIī¦╠ß│÷┴╦ AGC┐žųŲā×╗»╠žäe╩Ū╠ßĖ▀ūāžō║╔╦┘┬╩Ą─ę¬Ū¾ĪŻį┌¼Fł÷š{š¹▀^│╠ųąŻ¼╬ęéā░l¼FŻ║
Ż©1Ż®ųŲĘ█ŽĄĮyĄ─┐╔┐žąįć└ųžė░Ēæ╚╝¤²ūįäė
─ź└õ¤ß’LķTĄ─ŠĆąįäėū„Ż¼Įo├║ÖCĒææ¬ųĖ┴ŅĄ─┐ņ╦┘ąįęį╝░─ź▀mæ¬▓╗═¼žō║╔Ą─╠žąįČ╝īóų▒Įėė░Ēæ╚╝¤²ūįäėĄ─═Č╚ļĪŻ
Ż©2Ż®╦═’L┴┐Ą╚┼cÕüĀtžō║╔Ą─ī”æ¬ĻPŽĄ╩ŪĀt╠┼ĮøØ·ĘĆČ©╚╝¤²Ą─ų«ę╗Ż¼═¼Ģrė░Ēæžōē║ūā╗»
╦═’L┴┐Īó─ź’L┴┐ĪóÖCŪ░ē║┴”Īóę╗┤╬’Lē║┼cžō║╔Ą─ī”æ¬ĻPŽĄŻ¼╩ŪÕüĀt┼cÖCĮMžō║╔ģfš{äėū„Ą─ĻPµIŻ¼┐žųŲ║├ÕüĀtų„ę¬ģóöĄ╩ŪAGCĄ─ųžę¬╚╬äšĪŻ
Ż©3Ż®Āt╠┼žōē║─▄ʱ┐žųŲ╩ŪųŲ╝sžō║╔┐ņ╦┘į÷ķLĢr╚╝¤²─▄ʱ▀mæ¬Ą─ųžę¬įŁę“
ÕüĀtĄ─ĘĆČ©╚╝¤²╩Ū═Č╚ļūįäėĄ─Ū░╠߯¼ė╔ė┌┐žųŲ║├žōē║╩ŪÕüĀtĮøØ·ĘĆČ©▀\ąąĄ─ųĖś╦Ż¼ÕüĀt│÷┴”─▄ʱØMūŃÖCĮMžō║╔Š═ę¬┐┤Ųõ╚╝¤²ĪŻ
Ż©4Ż®╚╝¤²ūįäėĄ─║├ē─ų▒ĮėĻPŽĄĄĮÖCŪ░ē║┴”Ą─ĘĆČ©
ÖCŪ░ē║┴”Ą─ĘĆČ©Ż¼ų„ę¬ę└┐┐╚╝├║Ą─┐ņ╦┘Ēææ¬Ż¼ę“┤╦╚╝¤²ūįäė═Č╚ļĄ─║├ē─Ż¼╩Ū║Ō┴┐AGCĘĆČ©Ą─ėųę╗ųĖś╦ĪŻ
ßśī”ė░ĒæAGC═Č╚ļĄ─ę“╦žŻ¼└¹ė├#7ÖCĮM┤¾ą▐Ą─Ų§ÖCį┌ļŖ┐ŲåTį║¤ß┐žīŻ╝ę║═▄ćķgŅIī¦Ą─┤¾┴”ų¦│ųŽ┬Ż¼╬ęéāī”╔Ž╩÷Ą─ę╗ą®ūėŽĄĮyĄ─┐žųŲĘĮ░Ė╝░ŲõPIDģóöĄ▀Mąą┴╦ą▐Ė─║═ā×╗»ĪŻ
Ż©1Ż® ─ź├║ÖCę╗┤╬’L┴┐┼c│÷┐┌’L£žČ╚š{╣ØŽĄĮyĄ─ā×╗»
ė╔╔ŽłD┐┤│÷Ż¼¤ß’Lō§░Õš{╣Ø╗ž┬ĘĄ─Ū░üŁh╣Ø╚Īūįė┌DEBģfš{ųąĄ─ÕüĀt─▄┴┐ąĶŪ¾ą┼╠¢Ż¼Č°įō─▄┴┐ąĶŪ¾ą┼╠¢╩Ūę╗éĆ┐éĄ─ųĖ┴Ņą┼╠¢Ż¼ī”ė┌─ź├║ÖCüĒšfį┌ÖCĮMš²│Ż▀\ąą▀^│╠ųąĖ„┼_─źĄ─│÷┴”ŽÓ▓Ņ║▄┤¾Ż¼ę“┤╦ę╗░ŃČ╝▓╔ė├å╬┼_─źī”æ¬Įo├║ÖCĄ─Įo├║┴┐Ż©╗“Įo├║ųĖ┴Ņą┼╠¢Ż®ū„×ķ¤ß’Lō§░ÕĄ─Ū░üŻ¼▀@śėį┌ÖCĮMžō║╔ūāäėĢrŠ═┐╔ęį╝░ĢrĄžĖ─ūā¤ß’Lō§░ÕĄ─ķ_Č╚Å─Č°▀mæ¬Įo├║┴┐Ą─ūā╗»ĪŻī”ė┌└õ’L┐žųŲ╗ž┬ĘüĒšfŻ¼įŁįOėŗĄ─Ū░ü▌ö╚ļ×ķ¤ß’Lō§░Õķ_Č╚ųĖ┴ŅĪŻė╔ė┌└õĪó¤ß’Lō§░Õķg┤µį┌ėą▌^ÅŖĄ─±Ņ║ŽĻPŽĄŻ¼×ķ┴╦īŹ¼Fā╔š▀ķgĄ─ĮŌ±Ņ┐žųŲŻ¼«ö─ź├║ÖCžō║╔į┌ĘĆæBĢrŻ¼└õĪó¤ß’Lō§░ÕķgĄ─äėū„ĘĮŽ“╩ŪŽÓĘ┤Ą─Ż¼ę“┤╦╔ŽłDĄ─įŁ┐žųŲĘĮ░Ėųą¤ß’Lī”└õ’LĄ─Ū░ü╩ŪÕeš`Ą─ĪŻ
«ö─ź│÷┴”Ė─ūāĢrŻ©ī”ė┌ų▒┤Ą╩ĮÕüĀtČ°čįę╗░Ńė├Įo├║ÖCĄ─Įo├║┴┐┤·▒ĒŻ®Ż¼╚ńį÷╝ėĮo├║┴┐ĢrŻ¼¤ß’Lō§░Õ欎Óæ¬Ąžķ_┤¾ęįį÷╝ėę╗┤╬’L┴┐Ż¼Č°ī”ė┌└õ’Lō§░ÕČ°čį┤╦Ģræ¬ĻPąĪÅ─Č°ŠS│ų│÷┐┌£žČ╚ĪŻę“┤╦ī”└õĪó¤ß’L┐žųŲ▀ē▌ŗū÷╚ńŽ┬łDĄ─ą▐Ė─ĪŻ
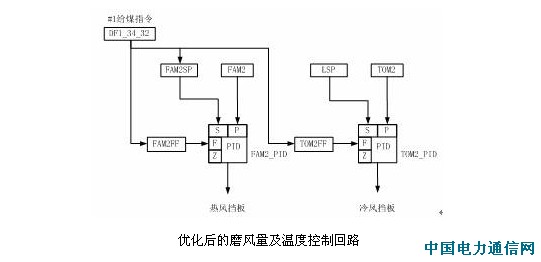
─ź├║ÖC│÷┐┌’LĘ█£žČ╚┐žųŲī┘ė┌Ąõą═Ą─┤¾▀tčėŻ¼┤¾æTąįĄ─Łh╣ØŻ¼ę²ŲŽĄĮyĄ═Ņlš±╩ÄĄ─ų„ę¬įŁę“ę╗░ŃČ╝╩Ūė╔ė┌š{╣ØŲ„Ą─ģóöĄįOų├▓╗«öĪŻīó¤ßĪó└õ’Lō§░Õš{╣ØĄ─PIDģóöĄ▀Mąąā×╗»┴ą▒Ē╚ńŽ┬Ż║
|
š{╣ØŲ„ |
ģóöĄ |
#1─ź |
#2─ź |
#3─ź |
#4─ź |
#5─ź |
#6─ź |
|
Ū░ |
║¾ |
Ū░ |
║¾ |
Ū░ |
║¾ |
Ū░ |
║¾ |
Ū░ |
║¾ |
Ū░ |
║¾ |
|
FAM_PID |
K1 (▒╚└²į÷ęµ) |
0.75 |
0.75 |
0.86 |
0.86 |
0.82 |
0.78 |
0.78 |
0.78 |
0.78 |
0.78 |
0.78 |
0.78 |
|
K2 (ĘeĘųį÷ęµ) |
0.86 |
0.86 |
0.75 |
0.7 |
0.75 |
0.86 |
0.86 |
0.8 |
0.86 |
0.86 |
0.86 |
0.86 |
|
TOM_PID |
K1 (▒╚└²į÷ęµ) |
1.2 |
1.4 |
0.1 |
1.4 |
1.4 |
1.4 |
1.2 |
1.6 |
1.2 |
1.4 |
1.2 |
2.0 |
|
K2 (ĘeĘųį÷ęµ) |
0.3 |
0.3 |
0.4 |
0.3 |
0.3 |
0.2 |
0.4 |
0.6 |
0.4 |
0.3 |
0.6 |
0.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ģóöĄā×╗»║¾Ż¼─ź├║ÖCŽĄĮyĄ─ĘĆČ©ąįĄ├ęį║▄┤¾Ą─╠ßĖ▀Ż¼╝┤╩╣į┌ÖCĮM┤¾Ę∙Č╚ūāžō║╔Ą─ŪķørŽ┬─ź│÷┐┌£žČ╚Ą─ūā╗»ĘČć·į┌Ī└2Īµų«ā╚Ż¼ÅžĄū▒▄├Ō┴╦ŽĄĮyĄ─Ę┤Å═š±╩ÄŻ╗═¼Ģr─źę╗┤╬’L┴┐š{╣Ø╦┘Č╚├„’@╝ė┐ņŻ¼į÷ÅŖÖCĮMĄ─ī”ÖCĮMžō║╔ūāäėĄ─┐ņ╦┘Ēææ¬─▄┴”ĪŻ
Ż©2Ż®╚╝┴Ž┐žųŲā×╗»
×ķ┴╦╝ė┐ņ╚╝┴Ž┴┐┐žųŲŽĄĮyĄ─Ēææ¬╦┘Č╚Ż¼ą▐Ė─┴╦┤╦ŽĄĮyĄ─┐žųŲĘĮ░ĖŻ¼į┌įŁüĒ╚╝┴Ž┴┐ŽĄĮyĄ─Ū░üųąą┬į÷╝ėę╗ĒŚ×ķMW_FF_LAGĪŻ┤╦┴┐ė╔ÖCĮMųĖ┴ŅĮøæTąįŁh╣ØŽ▐ųŲČ°Ą├ĪŻįŁÖCĮMĄ─ųĖ┴Ņ╩ŪĮø▀^╦┼Ę■Ž▐ųŲ╝ėĄĮ╣”┬╩╗ž┬ĘĄ─Ż¼╦┼Ę■ēKŽ▐ųŲĄ─╦┘┬╩×ķ6MW/minĪŻ└¹ė├ÖCĮMĄ──┐ś╦ųĖ┴ŅJGEN_TRGT┼c╦┼Ę■ųĖ┴ŅJGEN_SRVOų«ķgĄ─▓ŅųĄŻ©łDųąĻÄė░▓┐ĘųŻ®ū„×ķ╣”┬╩Ū░üųĖ┴Ņ
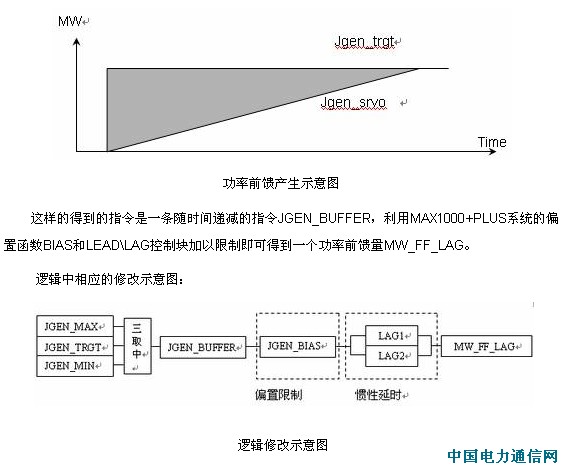
ŲõųąJGEN_BUFFER=JIGEN_TRGT Ī¬ JGEN_SRVOŻ╗ Ų½ų├Ž▐ųŲēK«a╔·ę╗éĆą▒┬╩×ķ1Īó╗∙£╩³c×ķ0Īó╦└ģ^×ķ+3MWĪó-3MWĪóĖ▀Ž▐+60MWĄ═Ž▐×ķ-60MWĄ─ĘŪŠĆą╬║»öĄ
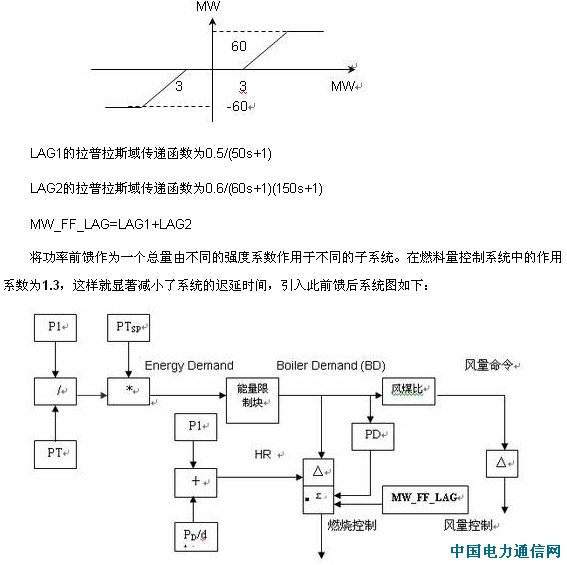
ŽĄĮyķLžō║╔Ģr╦∙╝ėģóöĄīŹĢrŪ·ŠĆ╚ńŽ┬łDŻ║
į┌┤╦╗∙ĄA╔Ž└^└mą▐š²╚╝┴Ž┴┐š{╣ØPIDģóöĄŻ║
|
š{╣ØŲ„ |
ģóöĄ |
Ū░ |
║¾ |
|
FHR_PID |
▒╚└²į÷ęµ K1 |
0.35 |
0.35 |
|
ĘeĘųį÷ęµ K2 |
0.3 |
0.2 |
įŁÕüĀtĄ──▄┴┐ųĖ┴ŅNRG_DMD┤µį┌ų°╦ź£pų▄Ų┌ąĪĪó╦ź£p┬╩┤¾Ą─╚▒³cĪŻ╚╝┴Ž┴┐┐žųŲŲ„FHR_PID╚ĪŲõū„×ķįOČ©ųĄ▀@śė╚╝┴Ž┴┐ųĖ┴ŅļS─▄┴┐ųĖ┴ŅĄ─ūā╗»ę▓┤µį┌╔Ž╩÷▓╗ūŃŻ¼Å─Č°▓╗─▄ØMūŃžō║╔ūāäė╩ŪĄ─ę¬Ū¾ĪŻī”┤╦NRG_DMDĄ─ģóöĄę▓▀Mąą┴╦ą▐š²Ż║
|
š{╣ØŲ„ |
ģóöĄ |
Ū░ |
║¾ |
|
NRG_DMD |
╦ź£pĢrķg K6 |
30 |
45 |
|
╦ź£p┬╩ K4 |
60 |
18 |
Ż©3Ż®ę╗┤╬’L─Ė╣▄ē║┴”┐žųŲā×╗»
┤¾ą▐║¾ę╗┤╬’L─Ė╣▄ē║┴”ė╔įŁüĒĄ─┐žųŲ╚ļ┐┌ō§░Õķ_Č╚š{╣ØŻ¼Ė─×ķūāŅlŲ„┐žųŲę╗┤╬’LÖC▐D╦┘š{╣ØŻ¼▀@śė┐sąĪ┴╦ŽĄĮyĒææ¬Ģrķg║═ŽĄĮyĄ─æTąįĢrķgĪó╝ė┤¾┴╦ŽĄĮyĄ─ņ`├¶Č╚Īóį÷ÅŖ┴╦ŽĄĮyĄ─ĘĆČ©ąįĪŻ═¼Ģrį┌įŁėąę╗┤╬’Lē║┴”š{╣ØŲ„PPA_PIDĄ─Ū░üųĖ┴Ņ╔Žį÷╝ė╣”┬╩Ū░üųĖ┴ŅMW_FF_LAGŻ¼Ųõū„ė├Ą─ÅŖČ╚ŽĄöĄ×ķ0.05ĪŻī”ę╗┤╬’Lē║┴”š{╣ØŲ„PPA_PIDģóöĄ▀Mąąą▐š²Ż║
|
š{╣ØŲ„ |
ģóöĄ |
Ū░ |
║¾ |
|
PPA_PID |
▒╚└²į÷ęµ K1 |
0.25 |
0.32 |
|
ĘeĘųį÷ęµ K2 |
0.4 |
0.5 |
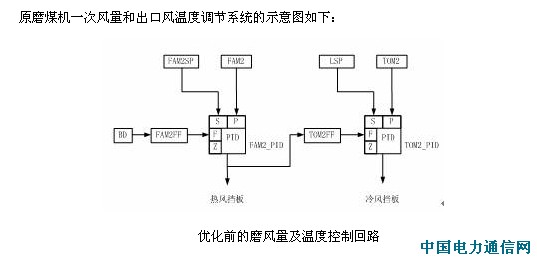
Ż©4Ż®ģfš{┐žųŲŽĄĮyĄ─ā×╗»
ģfš{┐žųŲŽĄĮy▓╔ė├DEB400Ż¼Ųõ╣”┬╩š{╣Ø╗ž┬Ę╩Ūę╗éĆ┤«╝ēŽĄĮyŻ¼═ŌŁhĄ─PIDė├ė┌┐žųŲÖCĮMĄ─žō║╔Ż¼Ųõ▌ö│÷ū„×ķā╚Łhš{╣ØŲ„ę▓╝┤Ų¹ÖCĄ┌ę╗╝ē║¾ē║┴”P1š{╣ØŲ„Ą─įOČ©ųĄĪŻė╔ė┌ā╔╝ēPIDģóöĄįOų├Ą─▓╗║Ž└ĒŻ¼P1_PIDĘeĘųū„ė├Ą─┤µį┌įņ│╔žō║╔╚į╠Äė┌žōŲ½▓ŅĢrŲ¹ÖCš{ķTęčķ_╩╝ĻPķ]Ż¼▀@śė▒ž╚╗Ģ■ė░ĒæĄĮÖCĮMĄ─╔²╦┘┬╩ĪŻ┴Ēę╗ĘĮ├µŻ¼žō║╔š{╣ØŲ„JGEN_PIDš{╣Ø▀^┬²ę▓╩Ūįņ│╔žō║╔š{╣ØŲĘ┘|▓ŅĄ─įŁę“ĪŻō■┤╦Ūķørī”PIDĄ─ģóöĄ▀Mąąą▐š²Ż¼ī”PtSPęį0.2Mp/s╦┘┬╩▀MąąŽ▐ųŲŻ¼▀@śė╝┤╩╣╩ųäėĖ─ūāPtSPųĄĢrŲõ▌ö│÷ųĄūā╗»ę▓║▄ŲĮŠÅŻ¼╠ßĖ▀ÖCĮM╔²╦┘┬╩Ą─═¼Ģrę▓į÷ÅŖ┴╦ŽĄĮy▀\ąąĄ─ĘĆČ©ąįŻ║
|
š{╣ØŲ„ |
ģóöĄ |
Ū░ |
║¾ |
|
JGEN_PID |
K1(▒╚└²į÷ęµ) |
0.75 |
0.78 |
|
K2(ĘeĘųį÷ęµ) |
0.47 |
1.8 |
|
JGEN_FF(Ū░ü) K2 |
0.03 |
0.05 |
|
P1_PID |
K1(▒╚└²į÷ęµ) |
0.5 |
0.625 |
|
K2(ĘeĘųį÷ęµ) |
0.4 |
0.02 |
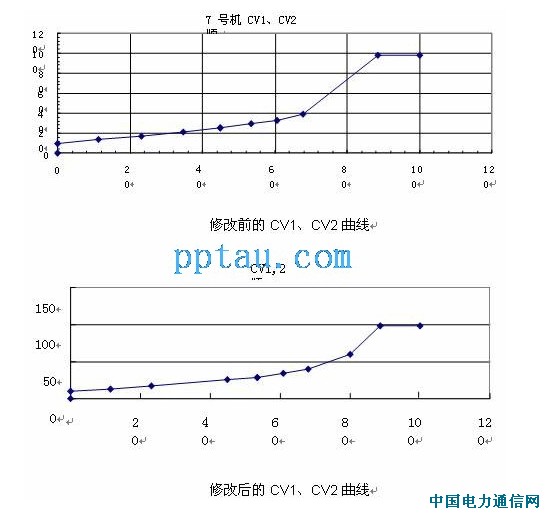
į┌įć“×▀^│╠ųą«öš{ķTųĖ┴Ņį┌68%Ģr│÷¼Fš╩ÄŻ¼Öz▓ķDEHš{ķTŪ·ŠĆ░l¼FCV1ĪóCV2Ą─Ū·ŠĆį┌┤╦³cŪ░║¾Ą─ą▒┬╩ūā╗»╠½┤¾Ż¼ą▐Ė─┤╦š{ķTĄ─Ū·ŠĆ║¾Ż¼š{ķTš╩ÄŪķørŽ¹╩¦ĪŻ
4 ąĪĮY
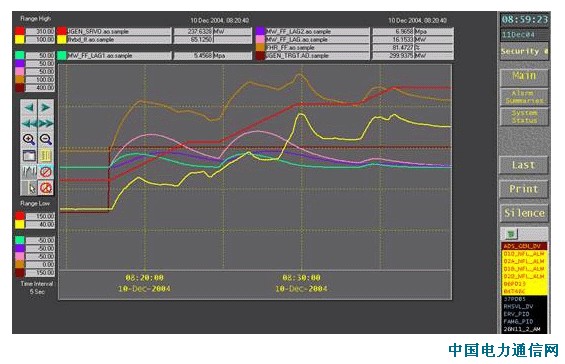
Įø▀^ā×╗»║¾Ż¼ÅłļŖ#7ÖCį┌AGC ┐žųŲĘĮ╩ĮŽ┬žō║╔ūāäė┐╔ęį▀_ĄĮ6MW/ĘųĪŻÖCĮM×ķČ©ē║▀\ąąĘĮ╩ĮŻ¼ÖCŪ░ē║┴”įOČ©ųĄPtsp╚╦×ķįOČ©ėąę╗Č©Ą─ļSÖCąįŻ¼╚¶┐╔═Č╗¼ē║▀\ąąĘĮ╩Į┐╔▀Mę╗▓ĮĖ─╔ŲAGCĄ─ŲĘ┘|Ż¼ā×╗»║¾ŽĄĮyAGC▀\ąąĘĮ╩ĮŽ┬ķLžō║╔ĢrīŹĢrłD╚ńŽ┬Ż║

ģó┐╝╬─½IŻ║
[1] ┤¾╠Ųć°ļHÅł╝ę┐┌░lļŖÅS#8ÖCĮMAGCā×╗»ł¾Ėµ
[2] Max1000 SAMA łD
ū„š▀║åĮķŻ║
äóčė░▓Ż©1978Ī¬Ż®─ąŻ¼╣ż│╠ĤŻ¼Åł╝ę┐┌░lļŖÅS¤ß┐žėŗ╦ŃÖC╚²░Ó░ÓķLĪŻ┬ōŽĄļŖįÆ: 0313-8602235
╠’ ¤ŅŻ©1979Ī¬Ż®─ąŻ¼╣ż│╠ĤŻ¼Åł╝ę┐┌░lļŖÅS¤ß┐žėŗ╦ŃÖC╬Õ░Ó╝╝ągåTĪŻ┬ōŽĄļŖįÆ: 0313-8602235 |